Phone
(028) 6258 5368



























 Solution
Solution  Technology
Technology  Application
Application 

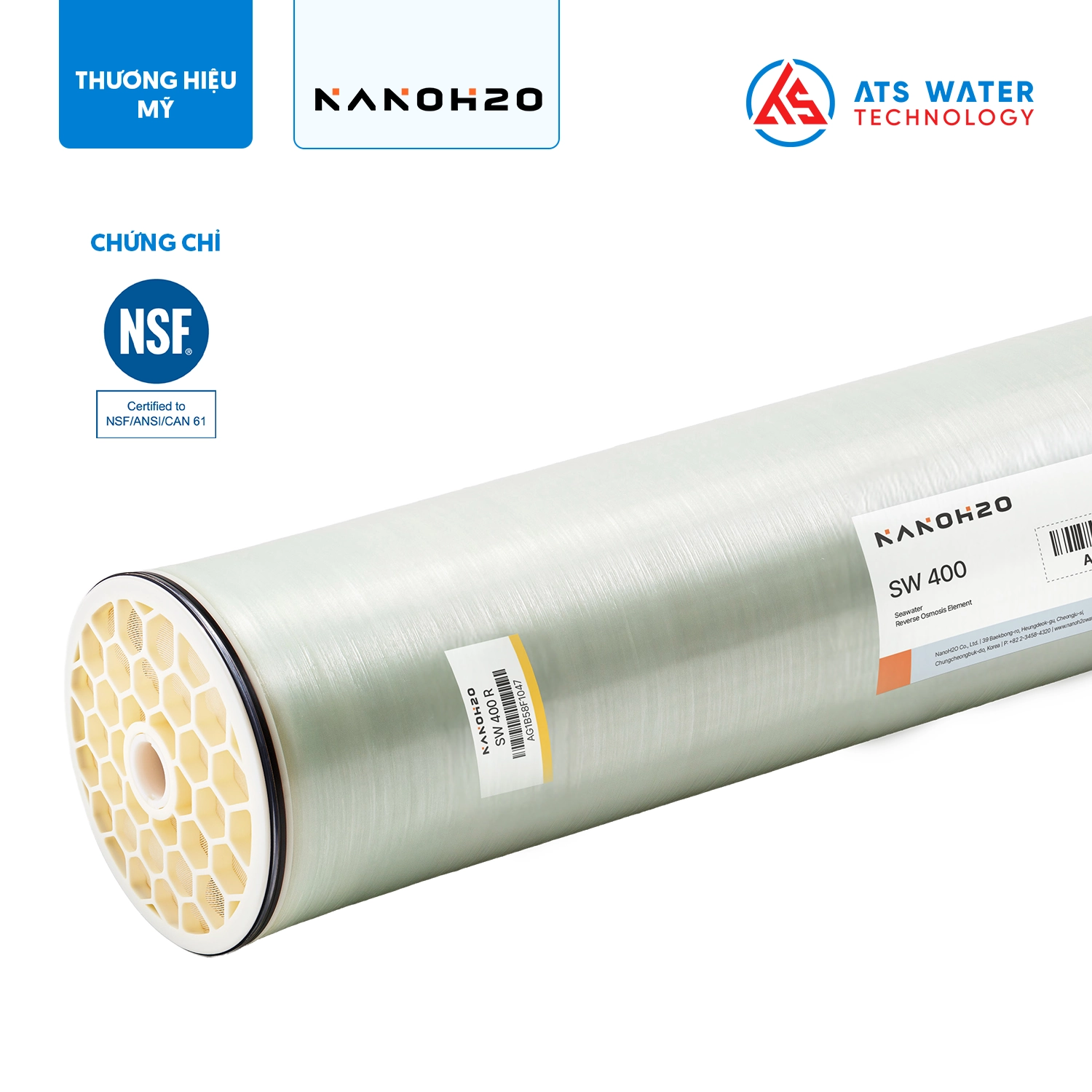
BW 400 R+
The BW 400 R+ RO membrane is a high-performance solution designed to reduce water treatment costs through improved operational efficiency and a high permeate flow of up to 45 m3/day. Leveraging Thin-Film Nanocomposite (TFN) technology, it delivers exceptional salt rejection (up to 99.6%). A 34 mil feed spacer minimizes pressure drop and helps reduce fouling.
PRODUCT FEATURES
- Advanced Thin-Film Nanocomposite (TFN) technology enhances treatment performance and fouling resistance.
- Up to 99.6% salt rejection ensures consistently high-quality permeate water.
- 34 mil feed spacer reduces pressure drop and mitigates fouling.
- High permeate flow rate of up to 12,000 GPD (45 m3/day).
- Durable construction with reduced CIP (Clean In Place) frequency lowers operating costs.
- Certified to NSF/ANSI 61 for use in drinking water systems.
See more
SPECIFICATIONS
-
Permeate flow rate
12,000 GPD (45 m3/d)
-
Minimum NaCl rejection
99.6%
-
Stabilized NaCl rejection
99.5%
-
Maximum operating pressure
600 psi (41 bar)
-
Active membrane area
400 ft2 (37 m2)
-
Feed spacer thickness
34 mil
See more
The BW 400 R+ is a reliable membrane solution for large-scale water treatment systems that demand efficiency, stability, and energy savings. By combining TFN membrane technology with an optimized feed spacer design, this membrane enhances system performance and extends equipment lifespan.
1. Technical specifications of the BW 400 R+ membrane
Understanding the membrane’s specifications is essential for evaluating its performance and compatibility with your existing system. The BW 400 R+ is distinguished by its high salt rejection and excellent permeate flow.
| SPECIFICATION | VALUE |
|---|---|
| Permeate flow rate | 12,000 GPD (45 m3/d) |
| Minimum NaCl rejection | 99.6% |
| Stabilized NaCl rejection | 99.5% |
| Maximum operating pressure | 600 psi (41,3 bar) |
| Active membrane area | 400 ft2 (37 m2) |
| Feed spacer thickness | 34 mil |
2. Operating specifications of the BW 400 R+ membrane
Operating the BW 400 R+ within the recommended specifications is critical to ensuring optimal membrane performance and extending service life.
| SPECIFICATION | VALUE |
|---|---|
| Maximum operating pressure | 600 psi (41.3 bar) |
| Maximum chlorine concentration | < 0.1 ppm |
| Maximum operating temperature | 45°C (113°F) |
| pH range, continuous operation | 2 – 11 |
| pH range, cleaning | 2 – 12 |
| Maximum feed water SDI15 | 5.0 |
| Maximum feed water turbidity | 1.0 NTU |
| Maximum feed flow | 85 gpm (19 m3/h) |
| Maximum pressure drop (ΔP) for each element | 15 psi (1.0 bar) |
3. Key features of the BW 400 R+ membrane
Engineered for industrial RO systems, the BW 400 R+ is optimized for long-term, efficient operation. Its nano-enhanced TFN layer delivers superior salt rejection with less frequent cleaning.
- TFN technology improves performance and reduces energy consumption.
- Up to 99.6% salt rejection supports high permeate water quality.
- 34 mil feed spacer helps lower pressure drop across the membrane.
- High permeate flow (up to 45 m3/day) suits single-pass and two-pass RO systems.
- Polyamide active layer embedded with nanomaterials enhances permeability and efficiency.
- Reduced CIP frequency cuts chemical use and system downtime.
4. Advantages of the BW 400 R+ membrane
NanoH2O’s BW 400 R+ membrane offers multiple operational and economic benefits:
- Lower energy consumption due to reduced operating pressure drop.
- Less frequent cleaning results in lower chemical and maintenance costs.
- Stable filtration performance with fast recovery after CIP.
- Compatible with both single-pass and double-pass RO systems.
- NSF/ANSI 61-certified for compliance with international drinking water standards.

5. Certifications of the BW 400 R+ membrane
The BW 400 R+ is certified to NSF/ANSI 61, ensuring its suitability for potable water applications. This certification is an important consideration when selecting membrane elements for drinking water systems.
Learn more about the NSF/ANSI 61 certification of LG BW 400 R+ here: View NSF/ANSI 61 for BW 400 R+.
6. Applications of the BW 400 R+ membrane
Thanks to its high efficiency and robust performance, the BW 400 R+ is ideal for a wide range of applications requiring purified water:
- Industrial water treatment for both light and heavy industries
- Large-capacity RO systems requiring high flow rates
- Second-pass RO systems for ultra-pure water production
- Boiler feed water and cooling tower makeup water treatment
7. ATS Water Technology – Authorized distributor of the BW 400 R+ membrane
With years of experience in the water treatment industry, ATS Water Technology is proud to be an authorized distributor of LG Chem’s high-quality RO membranes, including the BW 400 R+ series. Alongside certified membrane products, we provide comprehensive services, from system design to technical support, to help clients optimize performance.
By partnering with ATS Water Technology, you’ll benefit from:
- Expert guidance in selecting membranes tailored to your system and water source
- Technical support from experienced water treatment professionals
- Access to detailed product documentation and user manuals
- Competitive pricing and fast delivery

Contact us today for expert advice and a tailored quote.
ATS WATER TECHNOLOGY CO., LTD
- Head office: 54/18 Bui Quang La, An Hoi Tay Ward, HCMC, Vietnam
- Branch office: 77 DHT10B, Dong Hung Thuan Ward, HCMC, Vietnam
- Consultation and support: (028) 6258 5368 – (028) 6291 9568
- Email: info@atswatertechnology.com
- Social media: Facebook | LinkedIn | YouTube
- Quick contact: Zalo Official | Telegram | WhatsApp

How can we help you?

